产品名称:计算机全自动监控多脉冲电源
产品类别:脉冲直流稳压电源
在线咨询:
联系电话:15169197576
工作时间:周一至周五 早上9:00-下午5:30

计算机全自动监控多脉冲电镀电源

一 、系统构成
该系统主要硬件由计算机和脉冲电镀电源构成。实质上是由工控软件、可编程控制器(PLC)和SQL数据库组成系统的核心部分,从而实现多组换向脉冲电镀电源的自动控制和过程监控。
二 、主要特点
该系统为客户提供了一个经济、完善、实用的操作平台。
1 全自动实现了计算机对电镀电源装置的监视和控制。
2 上位机的工控软件使得复杂计算、数据处理、动态显示和报表输出成为切实可行。
3 功能强大运行稳定的可编程控制器(PLC),使得多组不同工作状态的电源连续工作得到简单解决。
4 整个监控系统采用子画面设置工作参数,动态画面显示工作过程,操作简便,直观清晰。
三 、系统功能
1 电源组数及工作状态设定
2 工作时间、工作参数设定
3 动态画面显示
4 数据库管理
5 系统自动保护、变量声光报警及信息提示
6 由计算机软调节正负电源的工作电流。
四 、规格参数
1 脉冲宽度:100~32767微秒(us)
2 脉冲周期:200~32767微秒(us)
3 正、负脉冲工作时间:0~32767毫秒(ms)
4 各组工作时间:0~32767秒(sec)
5 总工作时间:1~32767分(min)
6 峰值电流:10A~500A
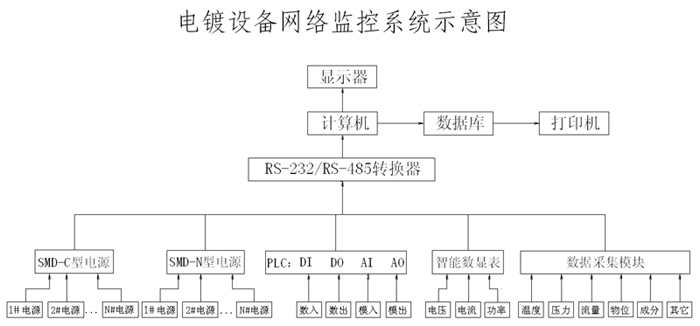
计算机全自动监控多脉冲电镀电源(网络型)
功能特点:
1 可直接入网联结,并进行远距离的监测和控制。
2 采用RS-485通讯,最远传输距离为1200米。
3 可容纳128台多脉冲电镀电源同时入网,并可根据需要扩充。
4 开放的网络系统,可以联结不同的电镀设备,并执行不同的通讯协议。
5 亦可联结不同产品类型的PLC、智能数显表、数据采集模块等,进行数据采集、传输、计算和控制。
6 也可对温度、压力、流量、物位、成分等工业参数进行监测。
7 系统可配备数据库,以存储实时数据、历史数据、报警信息、系统信息,对数据和信息可浏览、查询和打印。
8 可按工况设计模拟工艺流程图,设计实时曲线和历史曲线。
9 也可采用以太网通讯,使多台计算机同时控制一台或多台电源变得简单易行。